二保焊在制造生产中应用的越来越广泛,各种不同位置的焊接技巧你都掌握了吗?来和小编一起学习一下吧......
平焊
操作要点
01
平对接焊缝
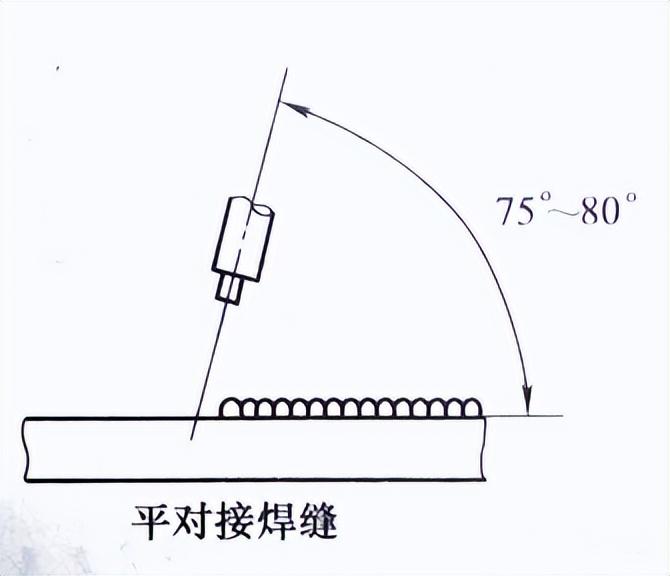
①焊炬与焊件的夹角为75°~80°,坡口角度及间隙小时,.采用直线式右焊法;坡口角度大及间隙大时,采用小幅摆动左焊法。
②夹角不能过小,否则保护效果不好,易产生气孔。
③焊接厚板时 为得到一定的焊缝宽度,焊炬可做适当的横向摆动,但焊丝不应插入对缝的间隙内。
④盖面焊之前,应使焊道表面平坦,焊道平面低于工件表面1.5~2.5mm,以保证盖面焊道质量。
02
T形接头横角焊缝
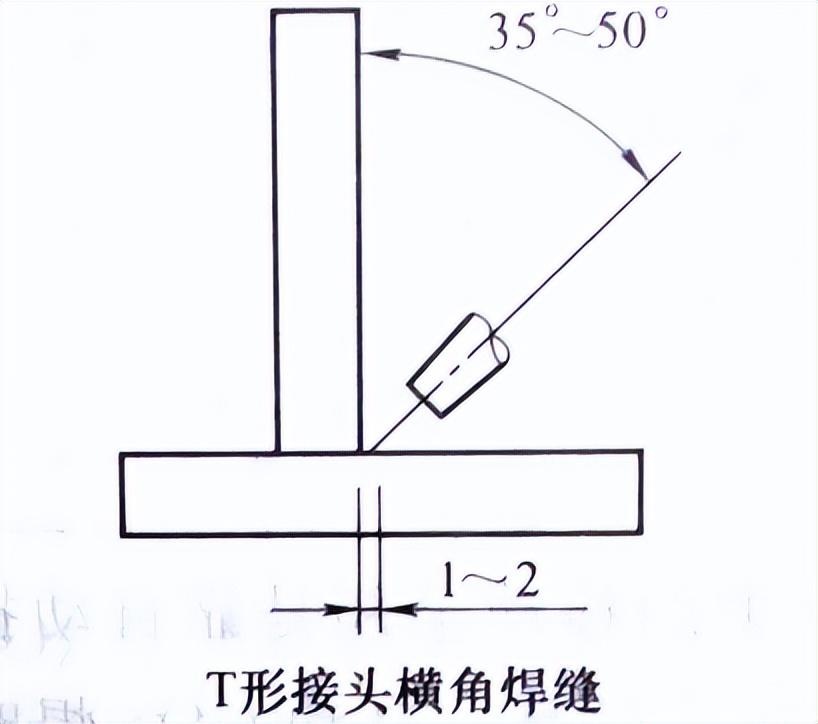
①单道焊时最大焊脚为8mm。焊炬指向位置如左图所示.采用左焊法,一般焊接电流应为300~ 360A,技术不熟练者应< 300A.
②若采用长弧焊,则焊炬与垂直板成35°~50°(一般为45°)的角度,焊丝轴线对准水平板处距角缝顶端1~2mm。
③若采用短弧焊,则可直接将焊炬对准两板的交点,焊炬与垂直板之间的角度大约为45°。
03
T形接头多层焊
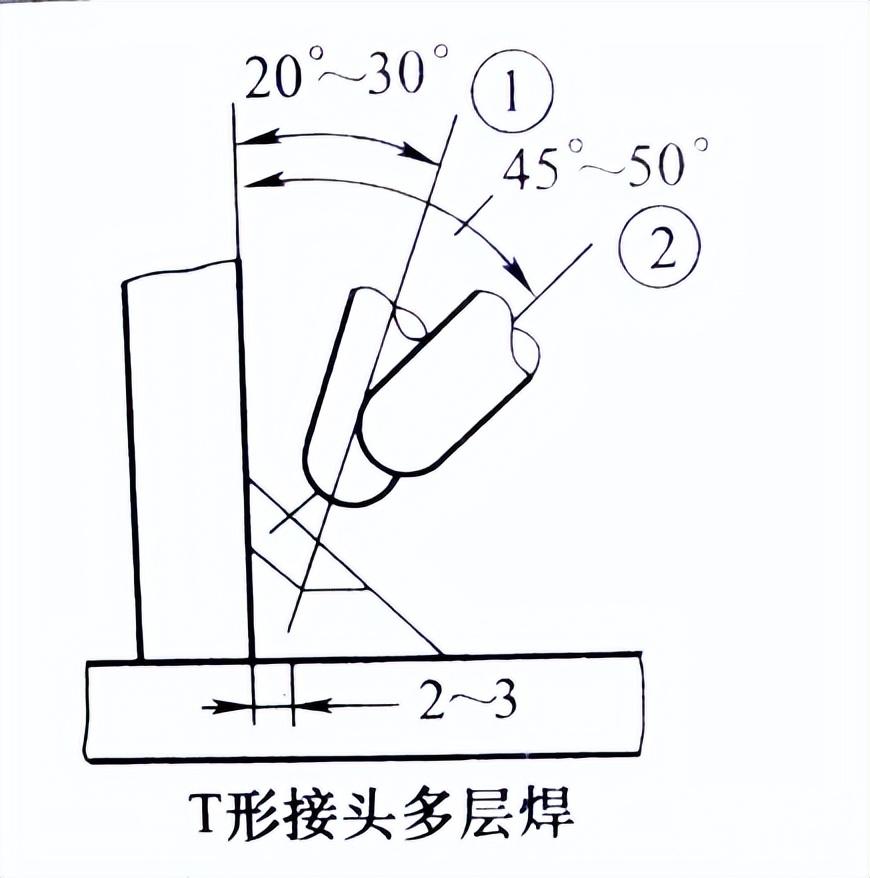
焊脚为8≈12mm时,采用两层焊,第一层使用较大电流.焊炬与垂直板夹角减小,并指向距根部2~ 3mm处(如左图中①所示),第二层焊道应以小电流施焊,焊炬指向第一层焊道的凹陷处,采用左焊法即得到表面平滑的等焊脚角焊缝。
焊脚超过12mm 时,采用三层以上的焊道,这时焊炬角度与指向应保证最后得到等焊脚和光滑均匀的焊道。
04
搭接焊缝
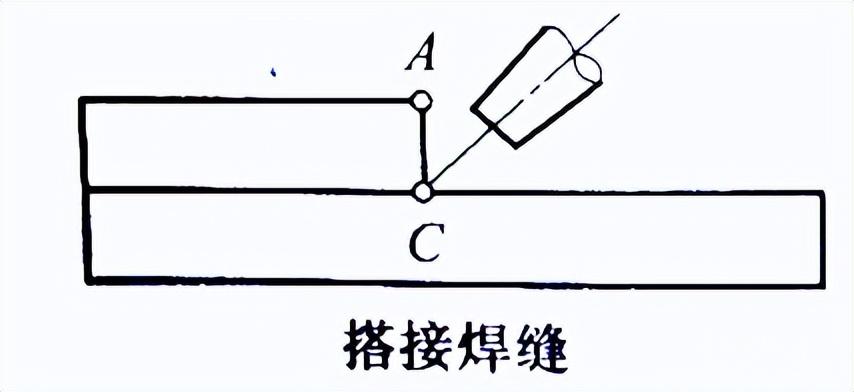
上板为薄板时,对准A点:上板为厚板时,对准C点。
横焊
操作要点
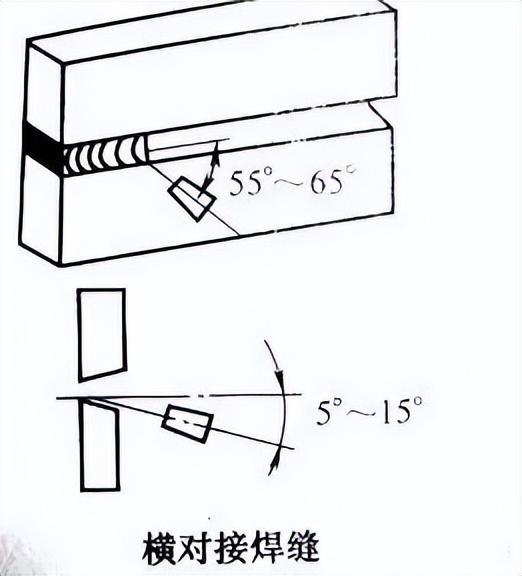
①横焊时选用的焊接参数与立焊相同。
②焊矩可做小幅度的前后直线往复摆动,以防温度过高,熔池金属下淌。
③焊矩与焊缝水平线的夹角及与焊缝之间的夹角如图所示。
④厚板对接横焊和角焊时,均需采用多层焊,第一层焊道应尽量焊成等焊脚焊道,从下往上排列焊道,每层焊完都应尽量得到平坦的焊缝表面.随着焊道层次的增加,逐步减少每道焊道的熔敷金属量,并增加焊道数。
立焊
操作要点
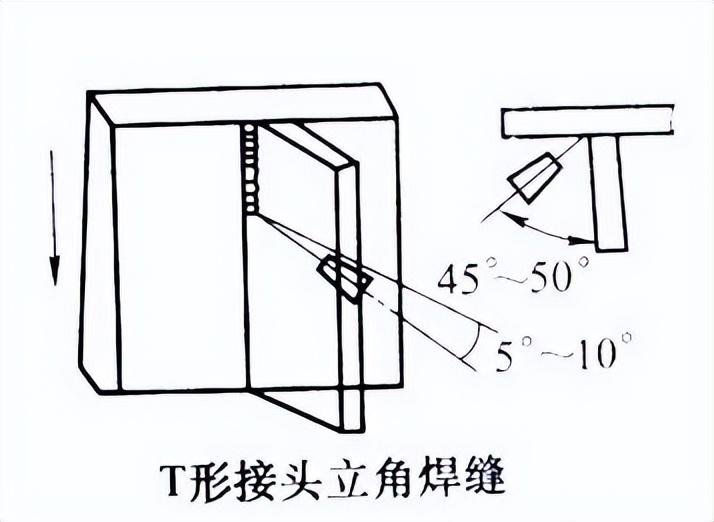
①当用细焊丝短路过渡焊接时,应自上而下焊接。焊矩上部略向下倾斜。电弧要始终对准熔池前方,气体流量比平焊稍大。主要运条方式是直线式和小幅摆动法,但对开坡口的对接焊缝和角接焊缝应尽量避免摆动。
②当使用直径1. 6mm焊丝的颗粒状过渡(长弧焊)方式进行焊接时,仍和焊条电弧焊相似,采用自下而上焊接,电流取下限值,以防止熔化金属下淌。
角接焊缝向上立焊时,如果要求很大的焊脚,则第一层也可采用三角形摆动,三角点都要停留0.5~1s,要均匀向上移动,以后各层可采用月牙形摆动。
仰焊
操作要点

①应适当减小焊接电流,焊枪可做小幅度直线往复摆动,防止熔化金属下淌。
②气体流量应稍大些。
③焊炬与竖板夹角及向焊接方向倾斜的角度如图所示。
④厚板多层焊时的熔敷方式如左下图所示,第一层类似于单面焊,第二、三层都以均匀摆焊炬的方式进行焊接。但在坡口面交界处应做短暂停留。

2023-05-05 14:38:52

2024-09-01 09:07:00

2024-09-24 09:39:10

2024-11-03 09:20:24

2024-12-06 09:54:31

2025-01-04 18:05:21
2025-01-04 19:38:42
2025-01-04 21:41:42
2025-01-04 23:55:33
2025-01-05 02:42:54
